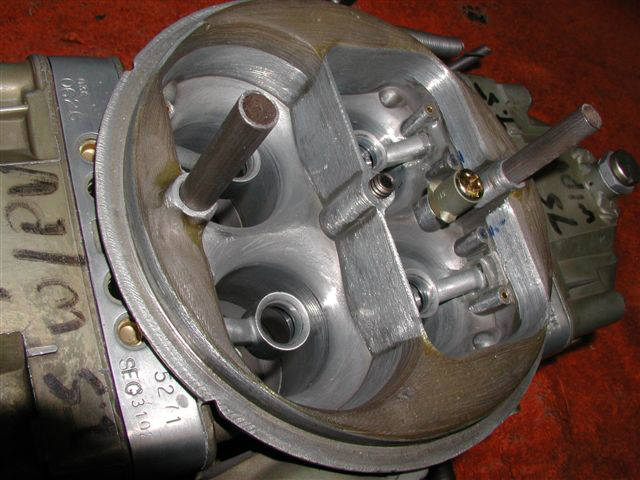
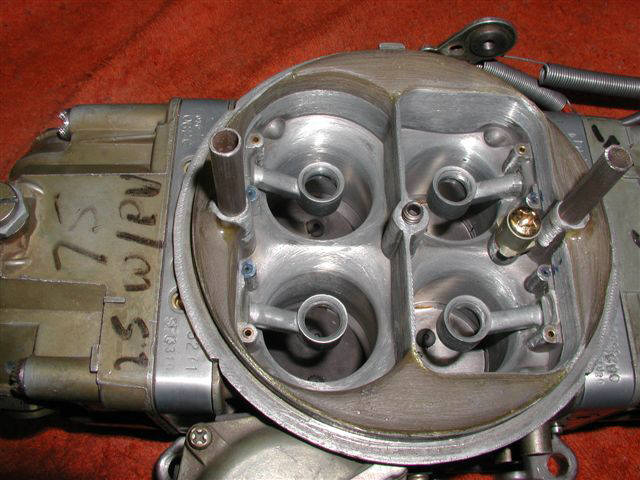
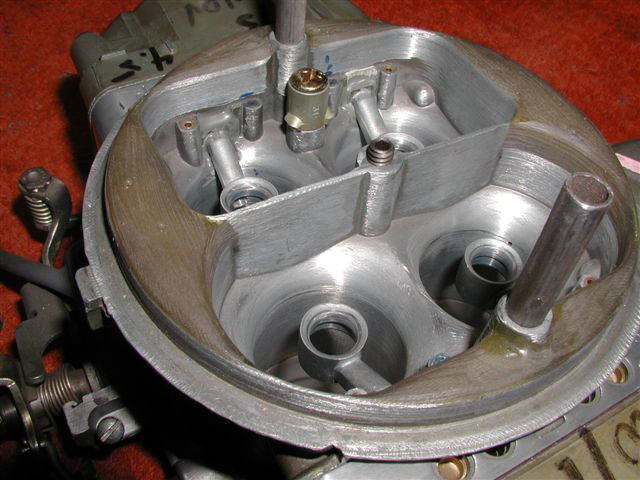
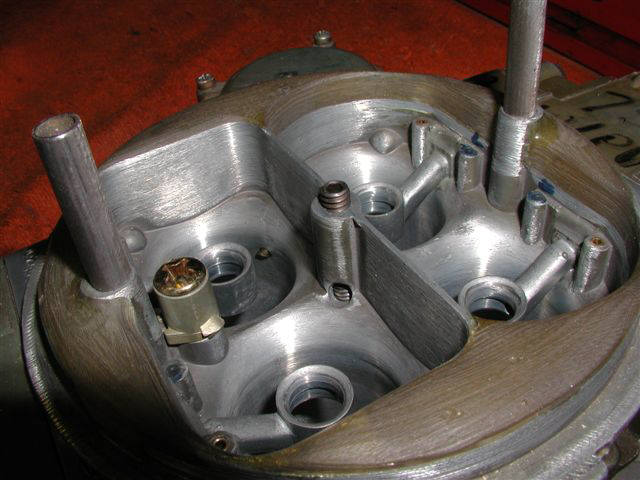
These 4 photos show some unknown brand clear epoxy that I used on this 780 carburetor to help the air get into the throats.
---------------------------------------------------------
-One photo shows an angle drilled hole that intersects the air filter stud hole---this is drilled clear thru with a .265" drill bit----and the air filter stud is tapped way deep so that the air filter stud can be used to close off the angled hole.
-This allows an alterative method of getting some extra idle air without having to open the throttles or drill holes in the blades.
-The setscrew that's in the air filter stud hole is just to show how the lower sectionof the threads are to be closed off.
--------------------------------------------------------------
-the downleg boosters have the center holes enlarged and the underside of the booster has been machined with a step.
-JB Weld epoxy is applied at the booster to main body joint to help secure the boosters which have been swedged from the meter block side.
--------------------------------------------------------------------
-The original slanted top vent stacks have been discarded----then the holes have been reamed to 5/16" all the way down into the rectangular intersecting vent.
-The bottom of the vent tubes shown are slotted and split so that the bottom 3/16" can be spread apart and locked within that rectangle vent cavity---so that there is NO possibility of the vent stacks ever coming out and down thru an engine.
-----------------------------------------------------------------------------------------------------------------
-I flowtested this carburetor during a series of modifications as follows:
TEST# / CFM
1- 687.9------initial test on a 2" open hole spacer, no airfilter, no choke blade or shaft but still had the choke horn.
2- 701.0-------only change was to a 2" tall 4 hole spacer with bottom blended to reduce turbulence.
691.8 -same with a new 4" x 14" K&N on a dropped base with a normal chrome lid.
662.9-same but exchanged to a dirty 3" x 14" K&N---1-9/16" from top of element to the carbs gasket circle.
(all subsequent tests shown below are based off the three sections of the #2 test but with each new modification)
3- 702.6-------removed the choke horn
697.9 -4" K&N
684.4-dirty 3" K&N filter.
4- 714.6-------installed correct length button head screws.
712.0 -4" K&N
692.9-dirty 3x14 filter.
5- 736.3-------epoxy the top area as show inb the photos.
719.9 -4" K&N
707.2-dirty 3" K&N
6- 752.8--------machine just the primary throttle shaft to .085" thick with correct length screws and fluff & buff the bores
736.7 -4" K&N
720.2-dirty 3" K&N
7- 755.2--------smooth up the secondary SHAFT and throttle bore slightly, no filter.
8- 761.2--------epoxy two corner areas of the secondary throttle bores that were for PCV use.
9- 774.0--------blend the 4 throttle bores of the main carburetor body, remove the casting lines at venturis & polish.
10- 779.7--------final-assembled race ready with careful attention at the main body to baseplate gasket.
771.3 -4" K&N
750.9-dirty 3" K&N
----------------------------------------------------------------------------------------------------------------
11
. 768.4--------changed back to the 2" tall open hole spacer used in test #1
754.5 -4" K&N
739.0-dirty 3" K&N
-flowtesting the carburetor naked and with the two different filters shows that airfilters definetly cost flow---and that there is airflow to be had with attention to details.

Bill Jones' Photo Gallery Page 4
Photos of Carburetor Entry Epoxy Prep